
Na czym polega spawanie TIG?
Spawanie TIG sprowadza się do wytworzenia elektrycznego łuku za pomocą nietopliwej wolframowej elektrody w osłonie gazu obojętnego. Często spotykane w tym przypadku jest również oznaczenie GTAW (Gas Tungsten Arc Weding)
Spawalniczy łuk, który znajduje się pomiędzy elektrodą a spawanym materiałem topi powierzchnię. Spawanie TIG nie wymaga konieczności stosowania dodatkowych materiałów. Spawane elementy można z łatwością połączyć ze sobą poprzez przetopienie spawalniczego rowka. Jeśli przy spawaniu stosowany jest jednak dodatkowy materiał, to jest on najczęściej wprowadzany do jeziorka sposobem ręcznym a nie przy pomocy specjalistycznego spawalniczego uchwytu jak ma to miejsce przy metodzie MIG/MAG.
Dlatego też spawalniczy uchwyt stosowany przy spawaniu TIG jest skonstruowany w zupełnie inny sposób niż ten używany przy metodzie MIG/MAG lub kiedy wykonujemy spawanie MMA. Spoiwo najczęściej dostępne jest pod postacią drutu bądź pręta o długości wynoszącej około jeden metr z odpowiednio dobraną do niego średnicą.
Cały proces spawania metodą TIG odbywa się w otoczeniu chemicznie obojętnego gazu ochronnego. Najczęściej bywa to hel lub argon, który wypływa z dyszy elektrodowego uchwytu.
Schemat spawania metodą TIG
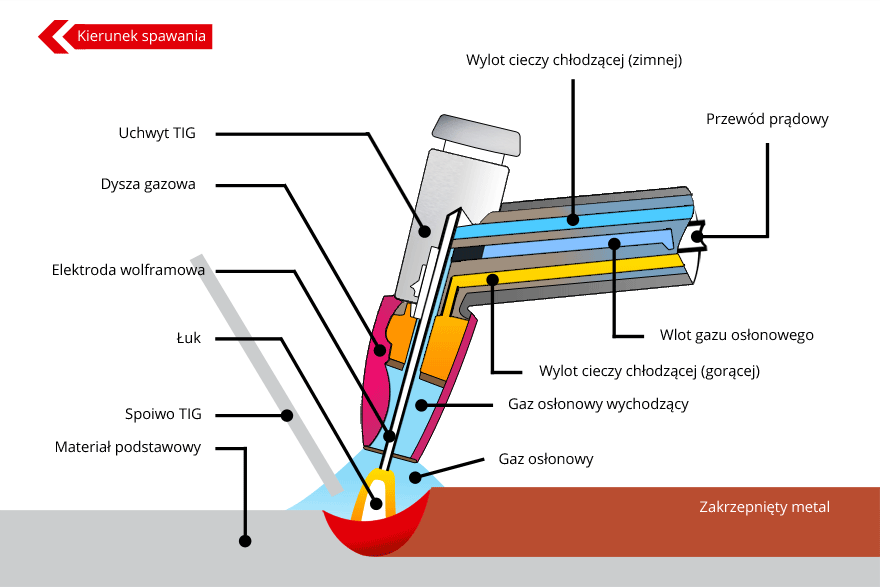
Nietopliwa elektroda wolframowa zbliża się do materiału spawanego po czym pojawia się elektryczny łuk, którego zadaniem jest stopienie materiału a także doprowadzonego obok uchwytu spoiwa TIG. W konsekwencji tworzy się płynne spawalnicze jeziorko. Gdy łuk oddali się to jeziorko krzepnie i tworzy trwałe złącze. Gaz osłonowy chroniący roztopiony metal doprowadzany jest poprzez dyszę gazową znajdującą się w uchwycie spawalniczym. Śmiało możemy też powiedzieć, że spawanie mig mag to przeciwieństwo tej metody w kontekście trudności wykonywania. Uchwyt może być chłodzony cieczą. Napięcie do elektrody wolframowej doprowadzane jest poprzez prądowy przewód wychodzący od źródła prądu.
Wady i zalety spawania elektrodą wolframową
Wśród zalet spawania tego typu elektrodą z pewnością można wymienić brak jakichkolwiek spawalniczych odprysków. W dodatku wykorzystywane są tam spoiny o bardzo wysokiej jakości. Elektroda wolframowa umożliwia także spawanie we wszystkich możliwych pozycjach.
Jeśli natomiast chodzi o wady to spawanie elektrodą wolframową wymaga bardzo dużych umiejętności. Kolejną kwestią jest stosunkowo niska prędkość takiego typu spawania. Dodatkowo przy przygotowywaniu spoiny należy usunąć pojawiającą się korozję. Elektroda wolframowa nie jest również dostosowana do spawanych elementów o dużej grubości.
Spawarka TIG – jaką wybrać?
Więcej na ten temat znajdziesz w artykule: Spawarka TIG – jaką wybrać?
Kryteriów wyboru odpowiedniej spawarki jest wiele. Nie wszystkie ich możliwości będą jednak przydatne. Zależy to od tego gdzie dana spawarka będzie wykorzystywana. Dla przykładu spawarka używana w domowych warunkach powinna przede wszystkim móc spawać stal i ewentualnie aluminium. Takie możliwości oferuje większość urządzeń dostępnych na rynku. Spawarki TIG są często wybierane przez klientów ze względu na łatwość ich obsługi. Każdy materiał posiada także własną szacunkową uśrednioną wartość prądu jaka potrzebna będzie do zespawania jednego milimetra danego materiału. Szacunki te są co prawda bardzo ogólne jednak ułatwią wybór konkretnego modelu spawarki.
My zaś szczerze polecamy sprzęt nieco porządniejszy, a są to spawarki:
- Sherman ARC 200 C do 950 zł – sprawdź cenę już teraz
- Dedra Desti 203P do 1200 zł – sprawdź aktualną cenę
- Magnum Viper 205A do 700 zł – sprawdź cenę już teraz
- Magnum Snake 200PS do 650 zł – sprawdź aktualną cenę
Spawanie TIG – jaką elektrodę wybrać?
Wśród elektrod można wymienić te wolframowe, torowe, cerowe a także lantanowe. Trzy ostatnie stosowane są przy niskostopowych stalach a także przy stopach takich materiałów jak miedź, nikiel czy też tytan. Najbardziej uniwersalną i najczęściej stosowaną jest elektroda wolframowa. Sprawdza się ona przy spawaniu aluminium, magnezu a także ich stopów.
Ile kosztuje spawanie TIG?
Średnia cena jaka obowiązuje wśród firm oferujących usługi spawalnicze metodą TIG wynosi około 300-380 zł/mb. Najtańsze jest spawanie stali czarnej, nieco droższym jest natomiast spawanie stali nierdzewnej. Wyższa cena obowiązuje natomiast przy spawaniu aluminium. Uśredniona cena podana wcześniej dotyczy min. spawania konstrukcyjnego, który jest najdroższą z wymienionych usług.
Jaki gaz wybrać do spawania elektrodą wolframową?
Przy spawaniu metodą TIG potrzebny jest gaz obojętny chemicznie. W większości przypadków jest to argon bądź jego mieszanina z helem. Hel w samotnej postaci spotykany jest dość rzadko, chociaż podnosi on prędkość spawania także energię cieplną łuku. Przy spawaniu metodą TIG jakość osłonowego gazu ma bardzo duży wpływ na przebieg samej pracy. Dlatego też zalecany jest argon minimum 4.0. Sam argon stosuje się najczęściej przy spawaniu tytanowych stali bądź aluminium.
Jaki prąd do elektrodą?
Spawanie metodą TIG może być prowadzone prądem stałym bądź przemiennym. Spawanie za pomocą prądu stałego może przebiegać z ujemną lub dodatnią biegunowością. Podłączona do dodatniego bieguna elektroda wydziela intensywny przepływ elektronów, uderzający w nadtopioną końcówkę powodując jej nagrzewanie. Aby móc przenieść odpowiednie natężenie prądu o dodatniej biegunowości elektroda powinna posiadać znacznie większą średnicę niż przy ujemnym biegunie. Elektroda podłączona do ujemnego bieguna stosowana jest przy spawaniu praktycznie wszystkich metali oraz stopów z wyłączeniem cienkich aluminiowych blach (i aluminiowych stopów) a także innych stopów magnezu.
Spawanie prądem przemiennym umożliwia wykorzystanie niewątpliwej zalety spawania prądem stałym z dodatnią biegunowością bez żadnych specjalnych prądowych ograniczeń, jakie byłyby wymagane przy spawaniu stałym prądem z dodatnią biegunowością. Niestety w tym przypadku gorzej wypada już sama stabilność łuku a także pojawia się zjawisko prostowania prądu. Prąd znajdujący się w jarzącym łuku w osłonie obojętnego gazu znacznie łatwiej przepływa z ujemnej elektrody do przedmiotu dodatniego. Dzieje się tak ponieważ wolfram posiada wyższą temperaturę spawany w jeziorku metal.
Spawanie za pomocą prądu pulsującego działa poprzez impulsowe wprowadzanie ciepła łuku. W tym przypadku stosowana jest jedynie ujemna biegunowość. Spoina powstała w wyniku spawania tym prądem składa się z kolejnych spoin punktowych zachodzących za siebie. Spawanie pulsującym prądem stałym to najefektywniejsza metoda łączenia blach oraz folii o grubości wynoszącej od 0,1 do 2-3mm.